
পণ্যের বিবরণ:
প্রদান:
|
| আবেদন: | উচ্চ গতির প্রেসের সাথে কাজ করা | ডাই টাইপ: | প্রগতিশীল ফিন ডাই |
|---|---|---|---|
| অ্যালুমিনিয়াম ফয়েল উপাদান: | O অর্ডার H22 গ্রেড অ্যালুমিনিয়াম ফয়েল | পাঞ্চিং ব্লেড: | HAP40 |
| লক্ষণীয় করা: | ফিন প্রেস লাইন,উচ্চ গতির ছাঁচনির্মাণ মেশিন |
||
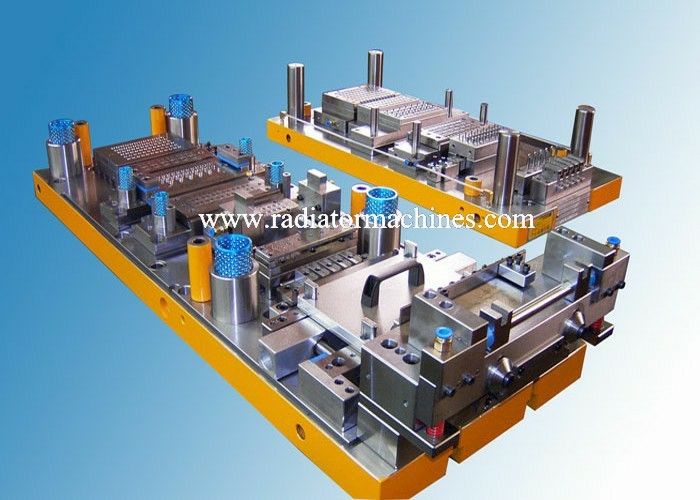
HVAC অ্যাপ্লিকেশন 200 - 300 SPM Φ 9.52 × 12R × 2P এর জন্য প্রগতিশীল ফিন ডাই হাই স্পিড ফিন প্রেস
প্রযুক্তিগত পরামিতি
1) সরঞ্জামের নাম: ফিন পাঞ্চিং ডাই।
2) ডাই মডেল: Φ9.52×12R×2P একটানা টাইপ;
3) ফিন লুব্রিকেন্ট: ফিন লুব্রিকেন্ট তেল;
4) গর্ত দূরত্ব: 25 মিমি;
5) পাখনার প্রস্থ: 21.65 মিমি (একক-সারি);
6 ) গর্ত ব্যাস: দিয়া 9.85 মিমি;
7) প্যাটার্ন: ত্রিভুজ;
8) পাখনা পৃষ্ঠ আকৃতি: V টাইপ;
9) গর্ত: 4-48 গর্ত;
10) পাখনা অঙ্কন অনুযায়ী অন্যান্য স্পেসিফিকেশন.
ডাই স্ট্রাকচার
1কাজ প্রক্রিয়া ডাই
ড্র → হোল পাঞ্চিং → কলার মেকিং → এজ ট্রিম → স্লিটিং → ওয়েভ ভার্টিক্যাল কাটিং → ফিডিং → কাট-অফ
2 ডাই স্ট্রাকচার
21টি অঙ্কন ডাই: 6টি ধাপ।SIKO রেগুলেটরের মাধ্যমে উচ্চতা সমন্বয় করা হয়।প্রতিটি ধাপ আলাদাভাবে সামঞ্জস্য করা যেতে পারে।শেষ ধাপটি ভি-আকৃতির তরঙ্গের গঠন শেষ করতে পারে।
22 হোল পাঞ্চিং: প্রেসের স্লাইড ব্লকটি গর্তগুলিকে পাঞ্চ করার জন্য নীচের দিকে সরে যায় এবং পাখনার উচ্চতা নিয়ন্ত্রণ করতে আরও এগিয়ে যায়।
2.2.1 খোঁচা সাব-ডাই আলাদা কলাম এবং হাতা দিয়ে সজ্জিত করা হয়েছে যাতে গঠনের নির্ভুলতা এবং পরিষেবা জীবন নিশ্চিত করা যায়।ডাই সহজেই রক্ষণাবেক্ষণ এবং প্রতিস্থাপন করা যেতে পারে।
2.2.2 বায়ু ফুটো এড়াতে এবং বর্জ্য পদার্থের মসৃণ পতন নিশ্চিত করতে উপরের পাঞ্চিং ডাই প্লেটটি সিলিং ডিভাইস দিয়ে সজ্জিত।
2.2.3 বড় ডাই প্লেটের পিট এড়াতে এবং নিম্ন ডাই প্লেটের পরিষেবা জীবন নিশ্চিত করার জন্য নীচের পাঞ্চিং ডাইটি কুশন প্লেটের সাথে ডিজাইন করা হয়েছে।
2.2.4 নিম্ন ডাই প্লেটের বর্জ্য পদার্থের পতনের গর্তটি মসৃণ পতন নিশ্চিত করে।
2.2.5 পাঞ্চিং অবতল এবং উত্তল ডাই এর ঘনত্ব 0.002 মিমি এর মধ্যে নিয়ন্ত্রিত হয় যা অংশগুলির সহজে বিনিময়যোগ্যতা সক্ষম করে।
2.2.6 পাঞ্চিং উত্তল ডাইটি অনুভূমিক এবং উল্লম্বভাবে বায়ু গর্তের সাথে সেট করা হয়েছে যাতে তৈলাক্তকরণ এবং পরিষ্কার করা নিশ্চিত করা যায়।একই সময়ে এটি বাধ্যতামূলক বর্জ্য উপাদান অপসারণ নিশ্চিত করতে স্বয়ংক্রিয় তেল কুয়াশা তৈলাক্তকরণ ডিভাইস গ্রহণ করে।
2.2.7 কলার অবতল ডাই হাতা একটি ধাক্কা হাতা দিয়ে দেওয়া হয় যাতে ড্রয়িং প্রক্রিয়া চলাকালীন ডাই স্লিভে বর্জ্য আটকে না যায় এবং বর্জ্যটি জোর করে বের করে দেয়।
2.2.8 পাঞ্চিং অবতল ডাই ক্ল্যাম্প টেবিল গঠন গ্রহণ করে।একটি সামগ্রিক ফিক্সেশন প্লেট এই ডাইটিকে ঠিক করে যাতে এটিকে ঊর্ধ্বমুখী হতে বাধা দেয় এবং ডাই ড্যামেজ এড়াতে পারে।
2.2.9 কলার গঠন ডাই: কলার উচ্চতা ডাই এর SIKO নিয়ন্ত্রক দ্বারা সামঞ্জস্য করা হয়।একই সারির কলার উচ্চতার যথার্থতা ≤0.02 মিমি এবং বিভিন্ন সারির সঠিকতা ≤0.03 মিমি।
2.3 এজ ট্রিম মেকানিজম: এজ ট্রিম কাটিং ডাই একটি স্বাধীন কাঠামো যা পাশের অতিরিক্ত উপাদান কেটে দেয়।উপরন্তু কাটা উপাদান উপরের দিকে বাউন্স থেকে রাখা হয়.উপরের ব্লেডটি দীর্ঘায়িত পরিষেবা সময় এবং উন্নত দক্ষতার সাথে 2-সাইড ব্লেড কাঠামো হিসাবে ডিজাইন করা হয়েছে।
প্রান্ত ছাঁটাই করার প্রক্রিয়া চলাকালীন, ডাইটি গঠিত Φ9.85 মিমি গর্তটিকে সোজা করে নির্দেশ করে যাতে পাখনা অনুভূমিকভাবে স্থানান্তরিত না হয়।গাইড সাব-ডাই একটি উচ্চ নির্ভুলতার সাথে অনমনীয় (বা ইলাস্টিক) স্ট্রিপ আনলোডিং ডিজাইন গ্রহণ করে।কোন গর্ত স্টেপিং সমস্যা নেই.গাইড উত্তল ডাই সহজ ইনস্টলেশন এবং dismantling ধরনের হয়.
2.4 স্লিটিং: উপরের এবং নীচের ব্লেড কাঙ্ক্ষিত সারি দিয়ে পাখনা কাটতে পারে।উপরের কাটার ফলক দ্রুত প্রতিস্থাপন ধরনের হয়.উপরের ডাই প্লেটটি 1-11 সারির জন্য 1-11 নম্বর দিয়ে চিহ্নিত করা হয়েছে।অপারেটর সহজেই সারি সংখ্যা সহজে সমন্বয় করতে পারে.উপরের এবং নীচের ফলক প্রতিস্থাপনযোগ্য।এবং উপরের এবং নীচের ফলকের একটি যুক্তিসঙ্গত ফাঁক থাকা উচিত।
2.5 তরঙ্গ প্রান্ত উল্লম্ব কাটিং: এটি তরঙ্গ প্রান্ত দিয়ে পাখনা কাটতে পারে।
2.6 খাওয়ানো: আমরা সেরা ট্র্যাকশন টাইপ খাওয়ানোর পদ্ধতি গ্রহণ করি।ডাইটিতে একটি ছোট ধরা আঙুল রয়েছে যা গঠিত গর্তের মধ্য দিয়ে স্ট্রিপটিকে সামনে আঁকতে পারে।ধরার আঙুলটি SKD11 উপাদান দিয়ে তৈরি।দীর্ঘ পরিষেবা জীবন এবং সঠিক অবস্থান নিশ্চিত করার জন্য ধরার আঙুল এবং ফিক্সেশন প্লেটের মধ্যে একটি তেল-মুক্ত তৈলাক্তকরণ হাতা রয়েছে।
2.7 কাট-অফ: কাট-অফ মেকানিজম বায়ুসংক্রান্ত সিলিন্ডার, সোলেনয়েড ভ্যাল এবং বৈদ্যুতিক নিয়ন্ত্রণ লুপের মাধ্যমে কাঙ্ক্ষিত দৈর্ঘ্যে পাখনা কাটে।
কাট-অফ মেকানিজম তেল-মুক্ত তৈলাক্তকরণ পদ্ধতি গ্রহণ করে এবং তেল-মুক্ত তৈলাক্তকরণের যোগাযোগের ক্ষেত্রটি যতটা সম্ভব বড় ডিজাইন করা হয়েছে।কাটা-অফ ডাইয়ের সামনের অংশটি একটি পাখনা বক্রতা নিয়ন্ত্রণ প্রক্রিয়ার সাথে সেট করা হয়েছে।কাটা-অফ ডাই অর্ধেক ধাপ দূরত্ব সরাতে পারে, এবং সামনে এবং পিছনে অবস্থান সামঞ্জস্য করার অনুমতি দেয়।কাট-অফের সময় কোনও গর্ত কাটা বা স্টেপিং সমস্যা নেই।
![]()
ব্যক্তি যোগাযোগ: Ms. Ruth
টেল: +0086 15305299442